Roll off pads are very useful for setup, allowing a place to make alignment changes, to zero the scales, and to allow the tire to roll to undo any bind that setting changes may have introduced. They are also the thing that adds a TON of cost to the commercial setup stand options.
Since I’m fully committed at this point, might as well go big.
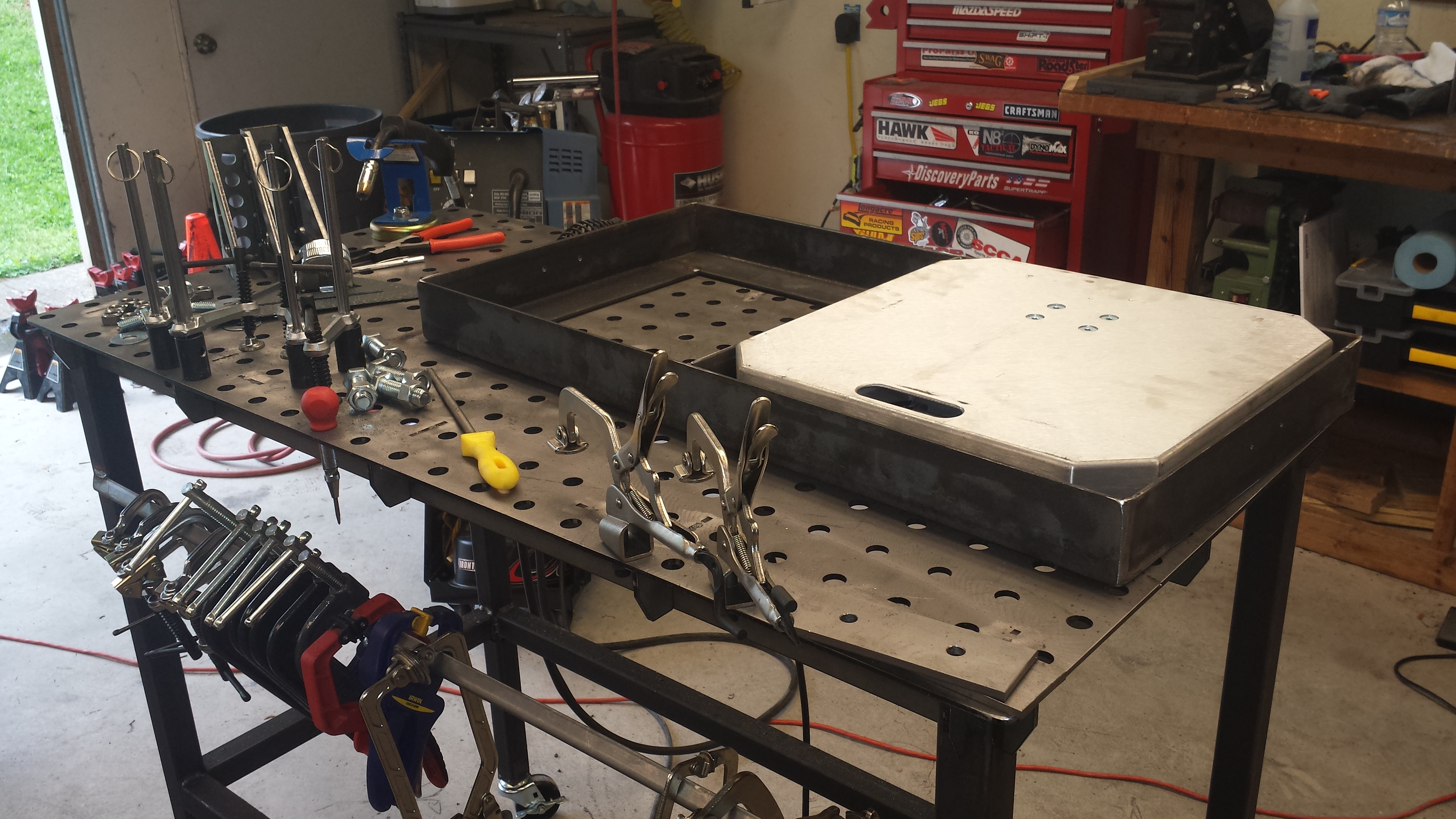
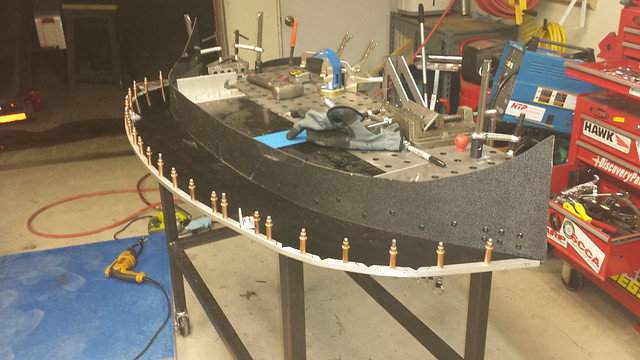
The pad itself will be a piece of 1/8″ aluminum sheet, supported on both sides and in the middle.
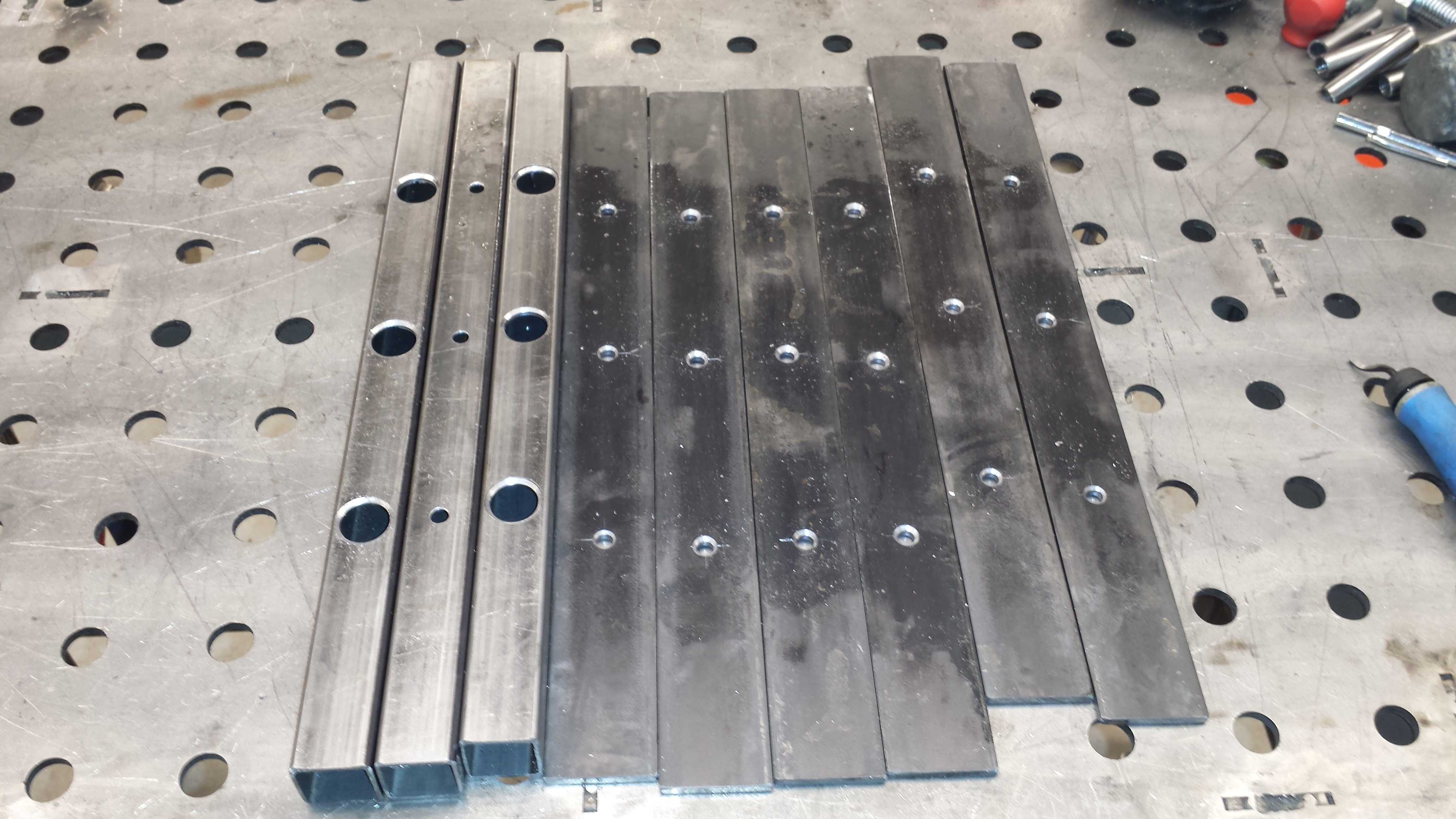
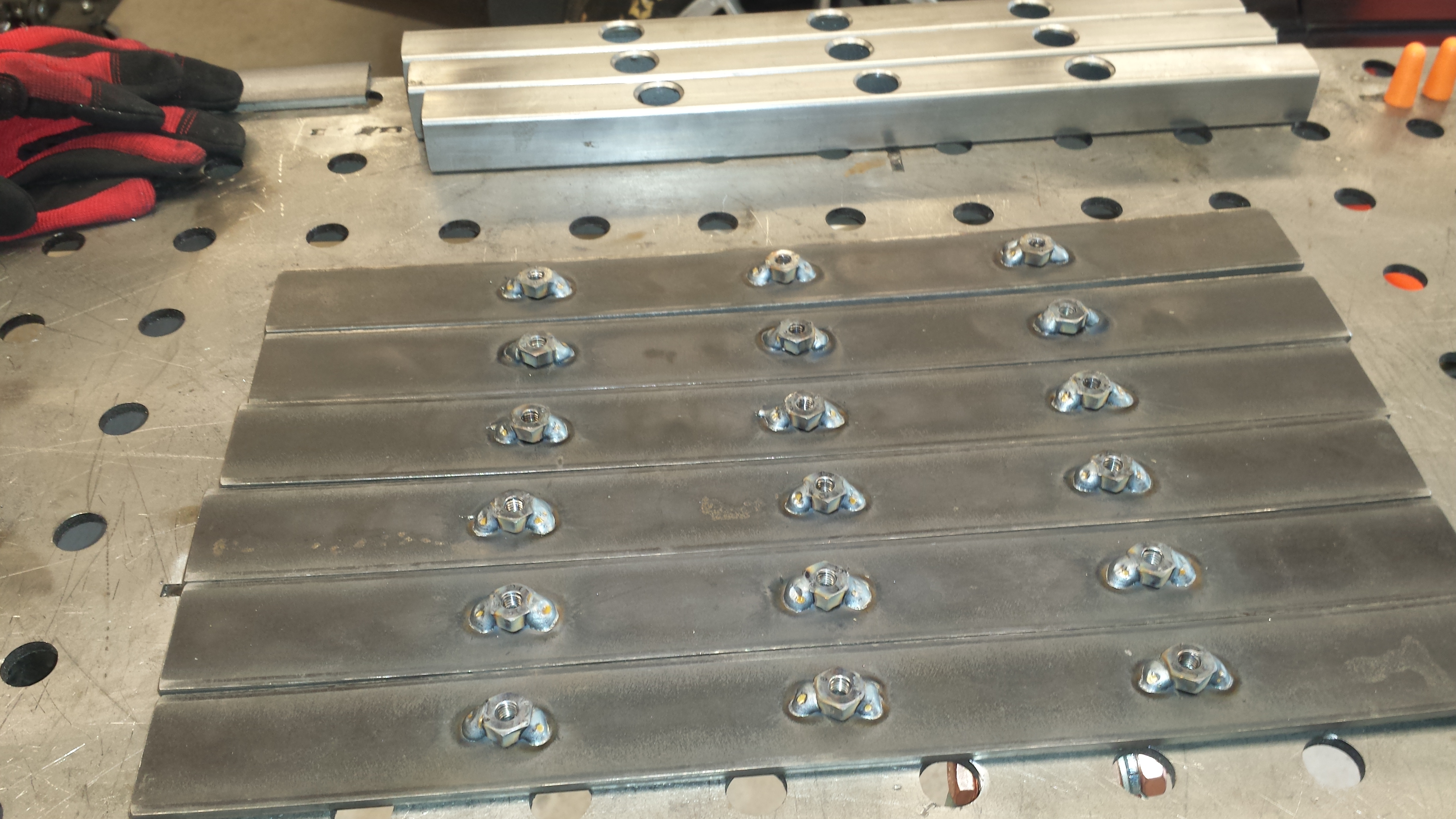
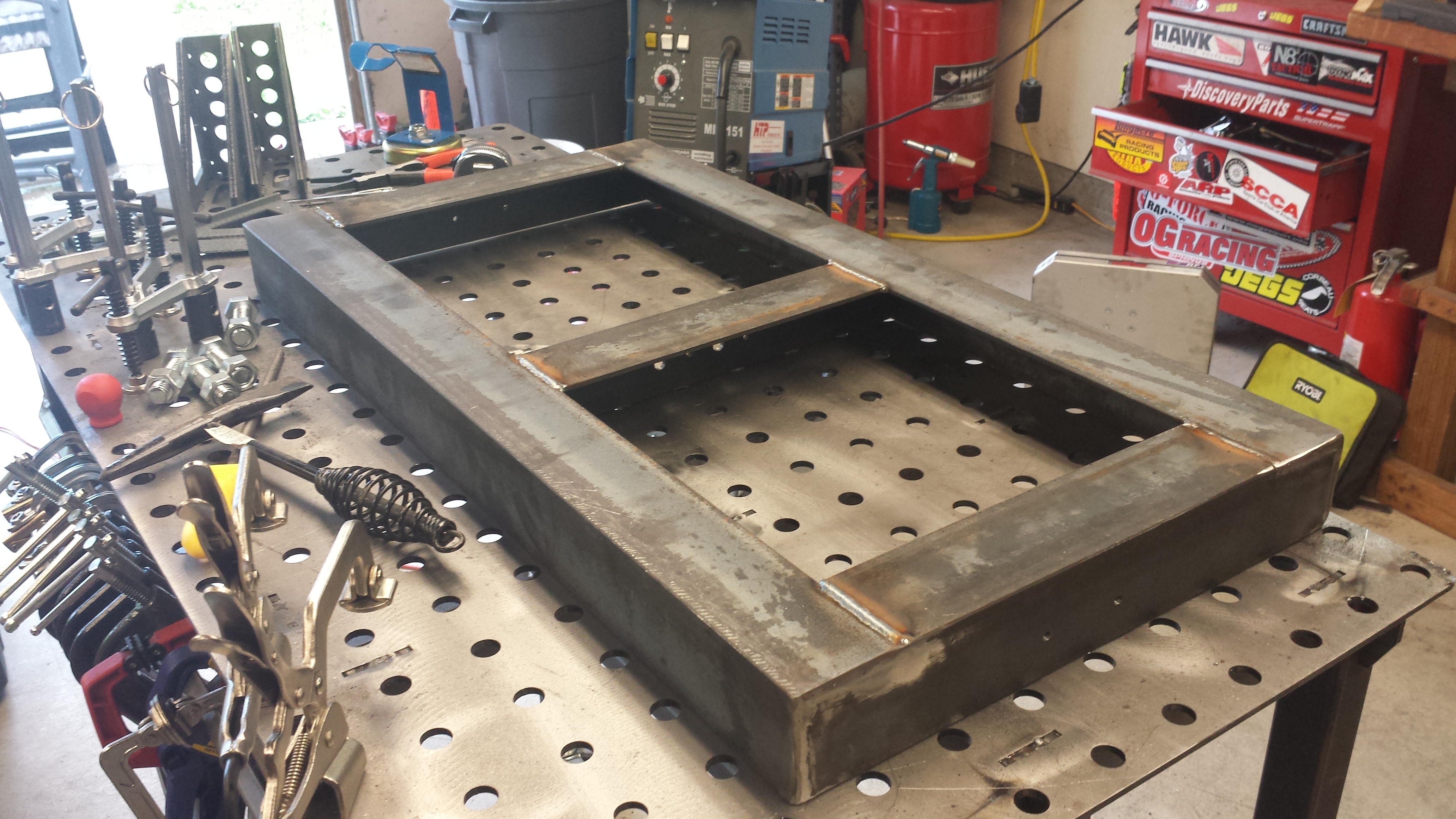
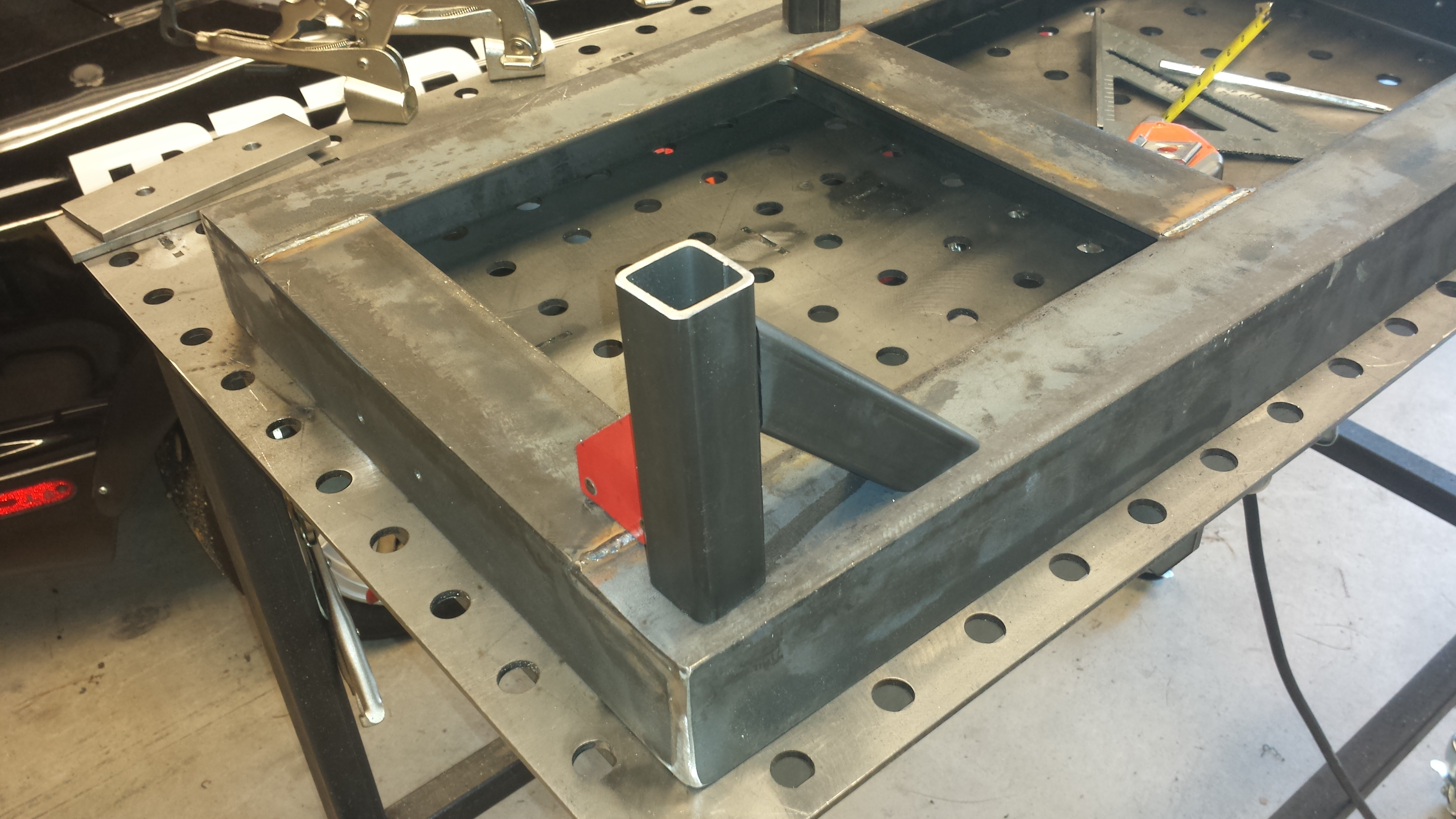
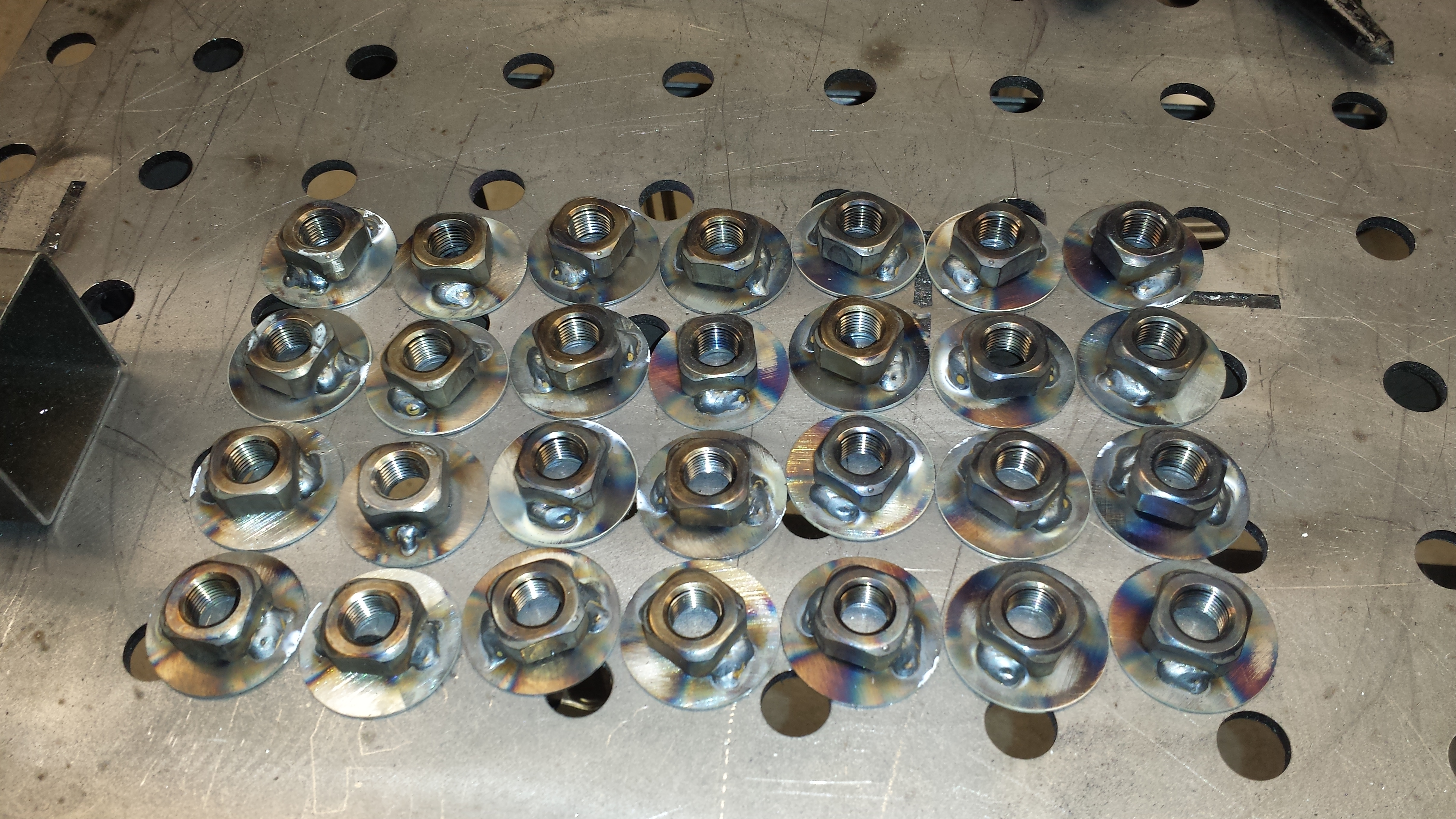
The side supports are made of 3/16″ steel bar with 3 holes per side drilled and a nut welded to the back side on each to secure the plate. The bars are supported on 3 sides, sitting on the frame on the short sides and 1 long side. Those bars on top of the frame puts the floor just a shade lower than the scale pads, allowing space for some thin grease plates to do alignments.
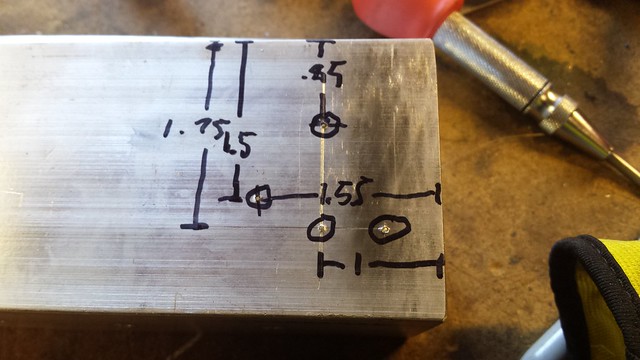
The center support is a length of 1″ bar with 3 holes through it. 1/4″ on one side for the bolts, and just about 1″ on the bottom to allow a 10mm socket with an M6 nut to be inserted from the bottom.

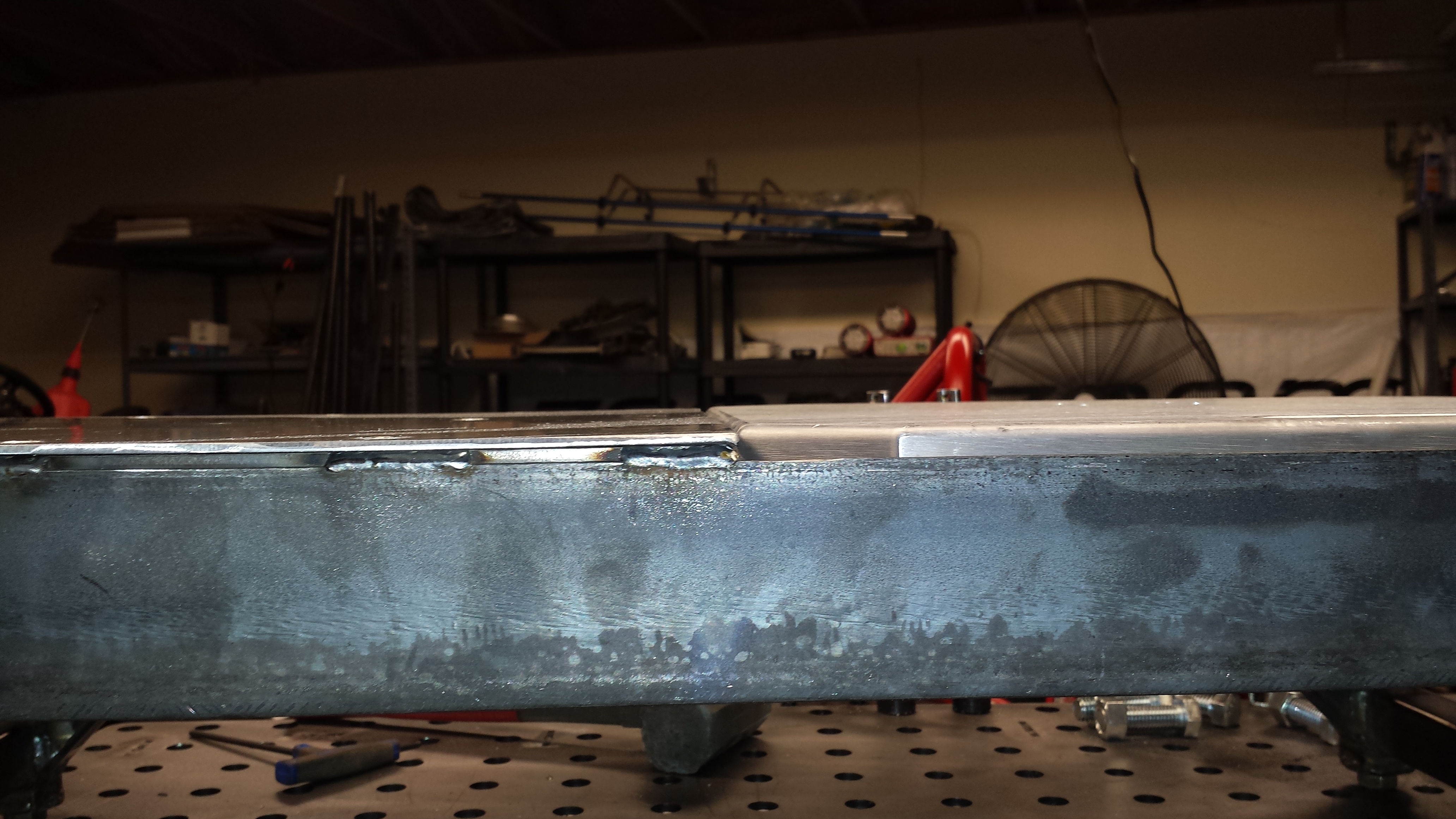
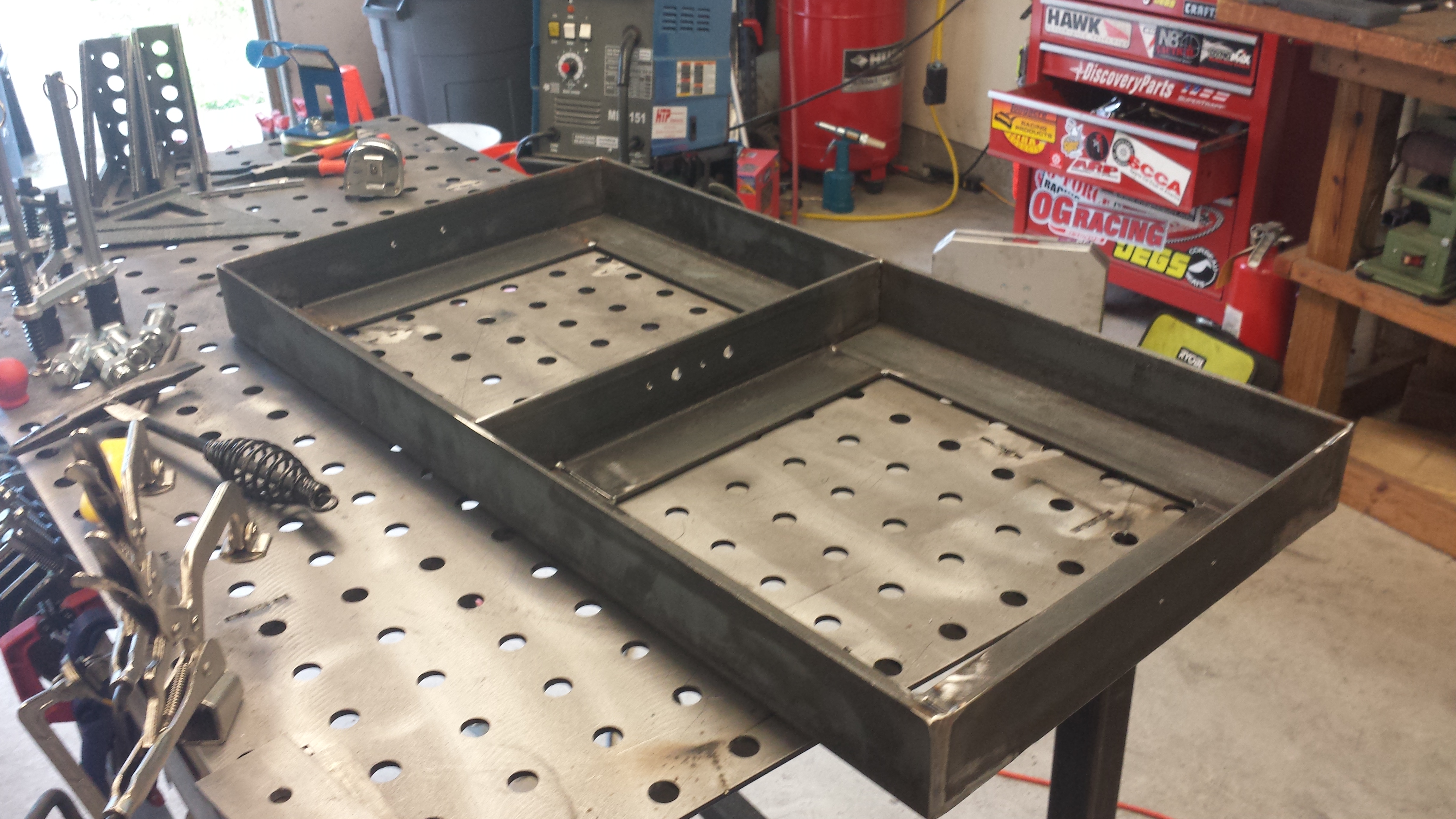
Once the 2 sides were done, the next challenge was fitting up the middle support tube such that it was dead level with the 2 sides so the floor is perfectly flat. To do that, I flipped the entire frame so that the side-supports were flat against the welding table, then placed the tube in to get tacked up so that the welding table top became the reference surface for the whole setup.


With the frames completed, it was time to fab up the floor. After rough-cutting it, clamped it to the frame and drilled the 3 central holes as they can be accessed from underneath. The challenge, however, was to get the position of the 6 holes on the sides that were covered up by the angle iron.
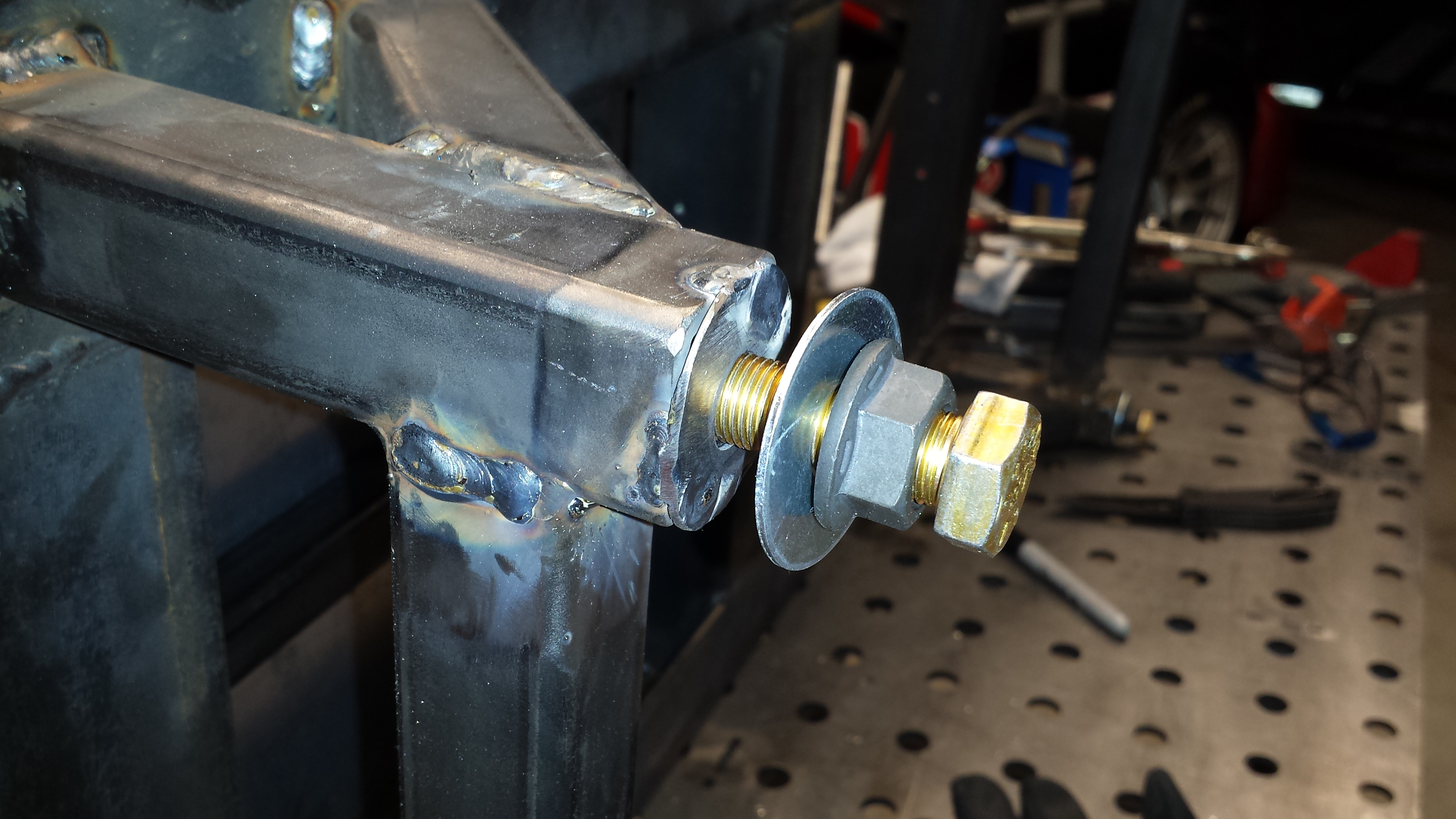
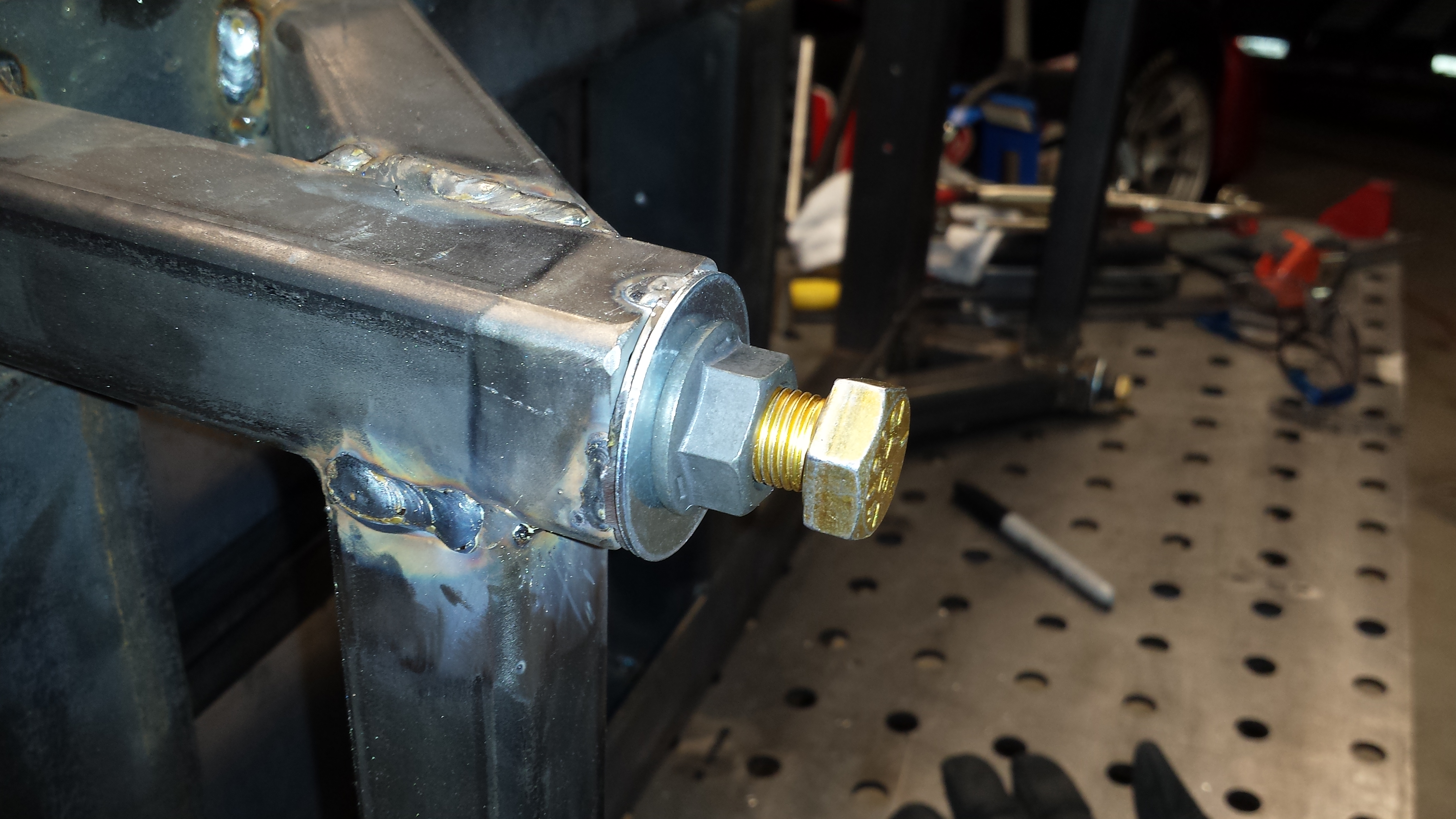
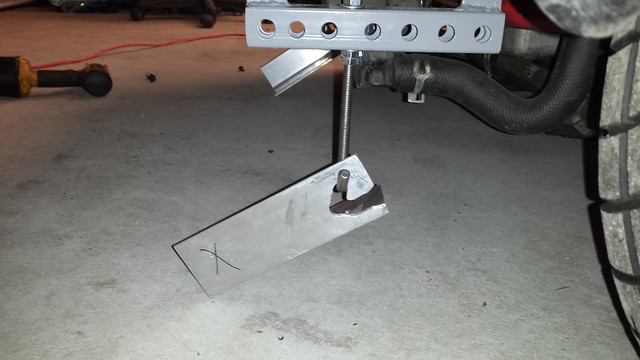
This is where a DILYSI Dave hot tip came in incredibly handy. Long ago when I was building the new Seat Mounts, he suggested making some blind transfer punches out of some bolts. I made up a few more so I’d have a full set for this job. I threaded them into the holes, then bolted down the 3 central bolts so that the floor would be in the correct place, then gave each location a sharp whack with a rubber mallet to mark its location on the aluminum sheet for drilling.

With the prototype nearly complete, I wanted to do some strength testing (ie: dropping the car on it vigorously a few times) to make sure there weren’t any glaring issues:

And since I was painting the new Saw Stand, I figured I might as well hit this one with a coat of paint. This, it would turn out, would be a mistake.

The keen eyed will notice 2 glaring omissions at this point (the point at which I thought I was done with this…). 1. There is no provision for the cable for the scales to pass through, and 2. There are no wheel stops. The commercial ones don’t usually have wheel stops, but they’re much shorter so were you to roll the car off of them, the likelyhood of them damaging the car is fairly low. These are very tall, and VERY strong. As such, should the car roll off of these, it would be ugly. I’ll address these next.
First up is a notch for the cable. Attempt number 1 was…. well… fugly. I tried doing it with and angle grinder and the results were bad.

It was at this point that the true value of a welder came into play. That was ugly enough that I decided to un-cut steel.

After a rethink and some consultation, I decided to use a hole saw instead. Normally this wouldn’t be a problem, however at this point, with the frame fully assembled, it was a bit late in the game. This is by far the dumbest thing I’ve ever chucked up in the drill press, but damn if it didn’t work!
(I’ve no idea why this photo shows up sidewards. Click the picture for the right-side-up image)

Thankfully the results were most excellent. After a little cleanup of the sharp edges and corners with a flap disk, I was very happy.
 Now that I know where the notch needs to go, subsequent cuts were FAR easier.
Now that I know where the notch needs to go, subsequent cuts were FAR easier. 
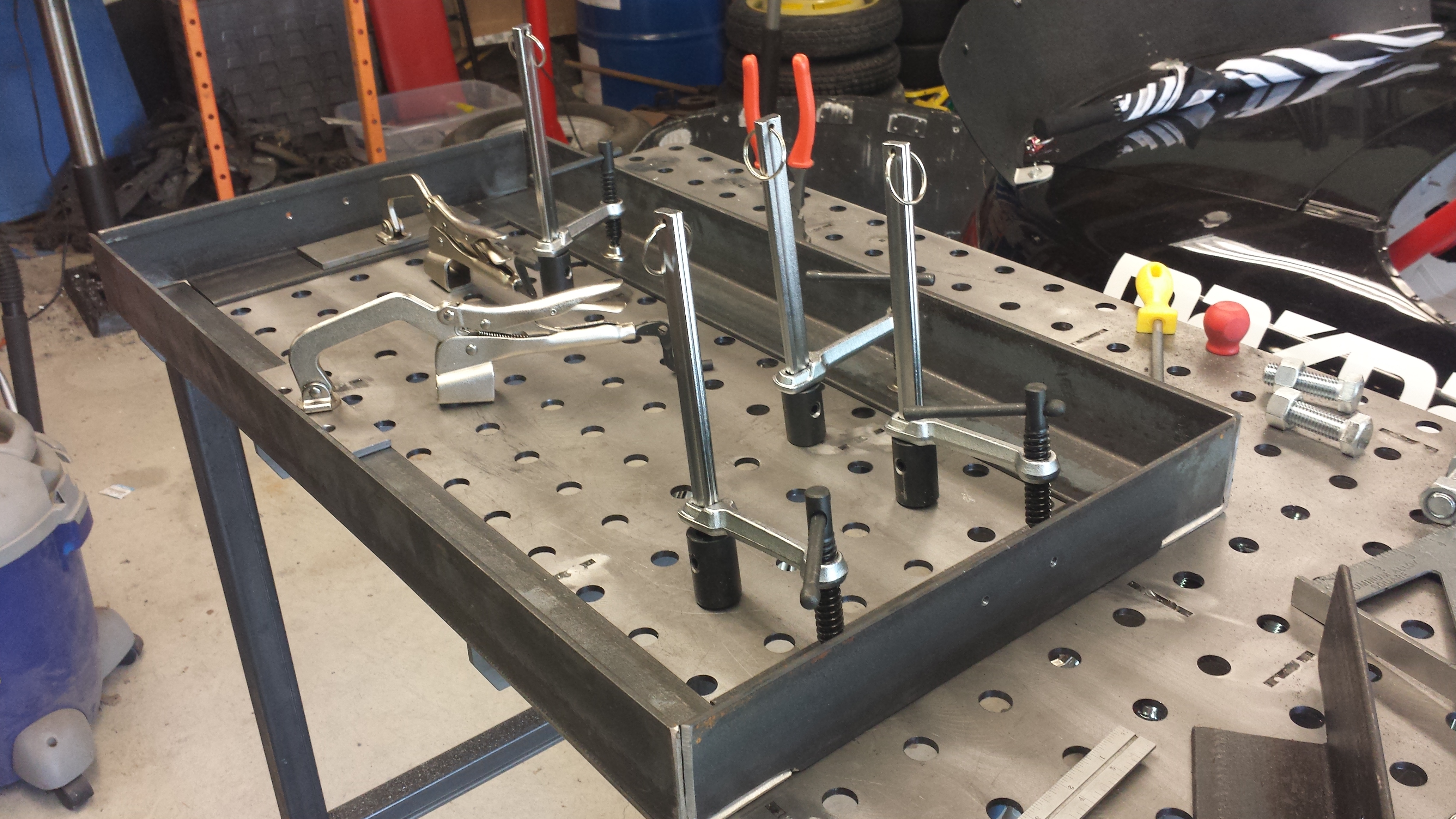
On to the tire stops. After a bit of figuring and evolutionary engineering, I ended up with an easy to fabricate, dead simple solution that will 1) stop the car rolling off the ends, and 2) still allow the stands to stack together to minimize the space they take in the shop.
Part the first is a 2″ length of 1/2″ OD tube welded in the center of each end of the frame:
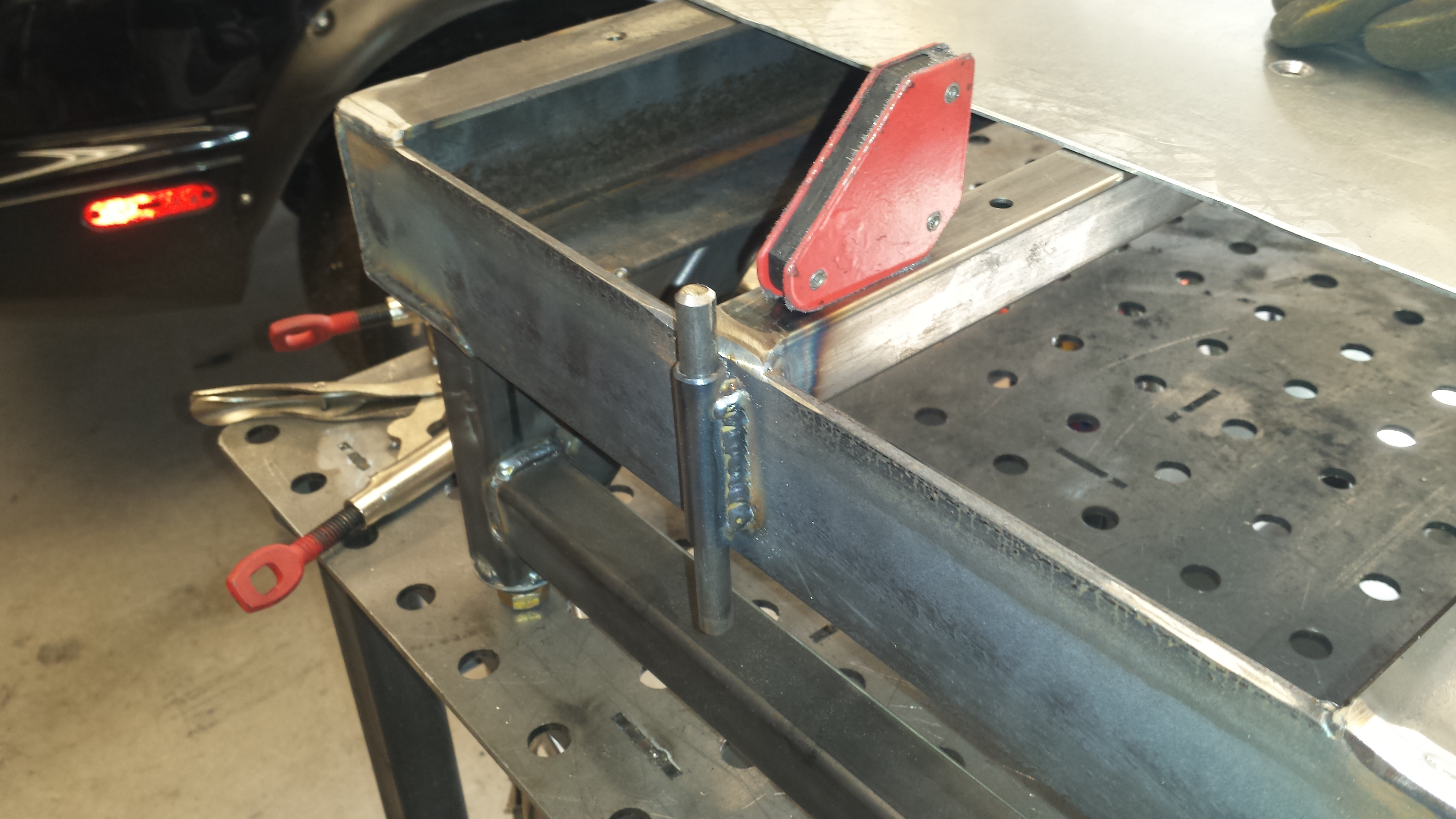
Next is a 6″ length of 3/8″ steel rod, with a bend around the 2″ mark and a bullet nose ground in on each end. The bend is so that they won’t just fall through the tube, and it leaves a ~4″ step that would take an immense amount of force to get the tires over. If you figure out a way to do that, you do your alignments far more aggressively than I.

The short side / long side has an added advantage that I wish I could take credit for but in reality was a complete, but happy, accident. Up front, that long post interferes with the splitter when rolling the car back and forth between the scale and the roll off pad.

With it flipped upside down, there’s still plenty of a step to stop the car (plus the taller sides are still up at the rear), and the splitter clears easily. I love it when a plan, accidental or otherwise, comes together!

Now to just do all that 3 more times.
To be continued!






















{kind=link}